加气混凝土板材生产线简介:
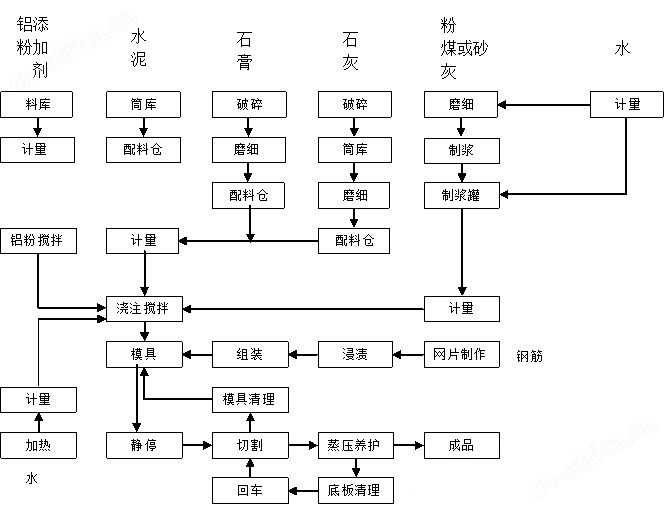
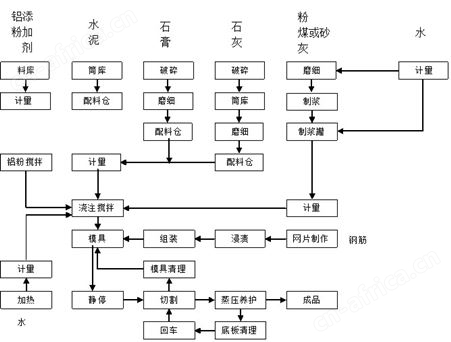
加气混凝土板材生产线是加气混凝土制品的一种,以硅砂、水泥、石灰、铝粉等为主原料,生产过程主要分原材料制备、钢筋加工、钢筋网组装、配料浇注、静停、切割、蒸压养护及出釜、成品打包等工序。
加气混凝土板材不仅具有加气混凝土砌块的各种特性,而且还具有生产附加值高,并可大幅度提高施工效率和降低建筑物综合造价有点,因而备受推崇具有生产附加值高,并可大幅度提高施工效率和降低建筑物综合造价优点,因而备受推崇。

加气混凝土板材生产线工艺详细介绍:
1、 原材料制备
生产加气混凝土板材首先将硅质材料如砂子、粉煤灰、石英砂等主要原材料进行加水湿磨,制成料浆,将料浆存储到料浆存储罐内储存备用。
原材料制备工序,是配料的准备工序,是使原材料符合工艺要求的再加工及完成配料前的贮备均化过程,原材料的处理直接影响整个生产过程的顺利程度及产品的质量。
2、钢筋加工
钢筋加工是生产加气混凝土板的*工序,包括钢筋的除锈、调直、切断、焊接、涂料制备、涂料浸渍和烘干。钢筋是生产加气混凝土板的结构材料,工序控制不仅影响产品质量,更直接影响建筑物的结构性级与安全性。

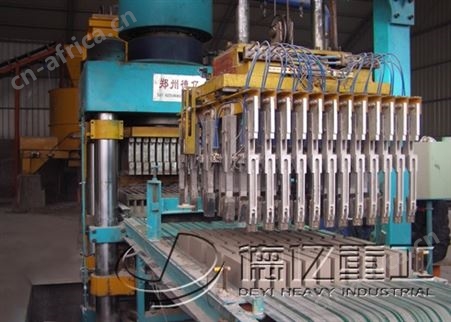
3、钢筋网组装
钢筋网组装工序是把经过防腐处理的钢筋网,按工艺要求的尺寸规格和相对位置组合后装入模具中,并使其固定,以便浇注,也就是常言说的“插钎"过程。

4、配料
配料是把制备好并贮存待用的各种原材料进行计量,然后按工艺要求,将称量好的一定量的原材料输入搅拌浇注机内进行混合搅拌过程。
5、浇注工序
浇注工序是加气混凝土板材区别于其它各种混凝土的生产工序之一。浇注工序是把前道工序经计量及必要的调节后投入搅拌浇注机的物料进行搅拌,制成达到工艺规定的时间、温度、稠度要求的料浆,通过浇注搅拌机浇注入模。
此时,若生产板材时,模中已置入组装好的钢筋网。料浆在模箱中进行一系列的物理化学反应,产生气泡,使料浆膨胀、稠化、硬化。浇注工序是能否形成良好气孔结构的重要工序,与配料工序一道构成加气混凝土板材生产工艺过程的核心环节。
6、静停工序
静停工序主要是促使浇注后的料浆继续完成稠化、硬化的过程,时间上这一过程从料浆浇注入模后即开始,包括发气膨胀和坯体养护两个过程,以使料浆完成发气形成坯体,并使达到一定强度,以便进行切割。
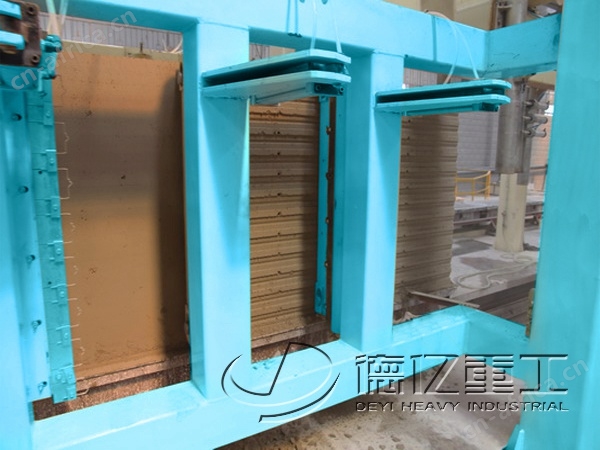
7、切割工序
切割工序是对加气混凝土坯体进行分割和外形加工,使之达到外观尺寸要求。
8、 蒸压养护工序
蒸压养护工序是对加气混凝土坯体进行高压蒸汽养护。对加气混凝土而言,只有经过一定温度和足够时间的养护,坯体才能完成必要的物理化学变化,从而产生强度,满足建筑施工的需要。
9、出釜
出釜是加气混凝土生产的较后一道工序(有些工艺在生产板材时,出釜后还有板材加工工序)。包括制品出釜、吊运、检验、包装、底板的清洁涂油,保证市场提供合格的产品及下一个生产循环工序的正常进行。

加气混凝土板材生产线制品按功能分类:
| 外墙板 | 屋面板 | 超薄板(主要用于结构防火包覆) |
| 内墙板 | 楼板 | 门窗过梁 |
| 规格 | 等级 | 构造要求 | 抗压强度(MPa) | 平均干密度 | |||
| 花纹 | 槽口 | 平面 | 平均值 | 较小值 | |||
| ≤6000x600x100-200 | B05 | √ | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤3750x600x100 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤4690x600x125 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤5750x600x150 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤6000x600x175 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤6000x600x200 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
楼板:
| 规格 | 等级 | 构造要求 | 抗压强度(MPa) | 平均干密度 | |||
| 花纹 | 槽口 | 平面 | 平均值 | 较小值 | |||
| ≤2100x600x100 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤2700x600x125 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤3400x600x150 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤4500x600x200 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤5700x600x250 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤6000x600x300 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
内墙板:
| 规格 | 等级 | 构造要求 | 抗压强度(MPa) | 平均干密度 | |||
| 花纹 | 槽口 | 平面 | 平均值 | 较小值 | |||
| ≤3000x600x75 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤4250x600x100 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤5050x600x125 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤6000x600x150 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
超薄板:
| 规格 | 等级 | 构造要求 | 抗压强度(MPa) | 平均干密度 | |||
| 花纹 | 槽口 | 平面 | 平均值 | 较小值 | |||
| 1800x600x50 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
| 2000x600x50 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
| 2200x600x50 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
屋面板:
| 规格 | 等级 | 构造要求 | 抗压强度(MPa) | 平均干密度 | |||
| 花纹 | 槽口 | 平面 | 平均值 | 较小值 | |||
| ≤2200x600x75 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤3000x600x100 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤3890x600x125 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤4500x600x150 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤5720x600x200 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤6000x600x250 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
过梁:
| 规格 | 等级 | 构造要求 | 抗压强度(MPa) | 平均干密度 | |||
| 花纹 | 槽口 | 平面 | 平均值 | 较小值 | |||
| ≤3000x250x200/250 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
| ≤3000x240x200/250 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
| ≤3000x200x200/250 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
| ≤3000x150x200/250 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
| ≤3000x120x200/250 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
| ≤3000x100x200/250 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
加气混凝土板材生产线特点:
(1)生产原料采用石英砂(粉煤灰等)为硅质材料,石灰及水泥为钙质材料,铝粉为发气材料。所有块状及粒状物料采用调速皮带秤计量,粉状物料及料浆采用斗式秤计量,料浆及废浆浓度采用密度计控制相对密度,以保证生产在线控制及工艺参数的严格执行。
(2)硅质材料采用加钙湿磨工艺,此种工艺使得物料在水中被粉碎而高度分散,同时产生初始水化反应,改善了料浆的悬浮性。
(3)采用定点浇注及热室初凝工艺,模车在预养窑内匀速运动,使坯体硬化达到切割强度。切割机采用德国威汉新型空翻切割机,横切在夹坯过程中完成,在纵切机上完成纵切、开槽及去面包头工序。
(4)蒸压养护采用蒸压釜。热力控制室内设置仪表检测系统及养护制度程序控制,确保抽真空、升温、恒温、降温的参数控制及生产安全。
(5)蒸压后加气混凝土板材,采用饰面花纹和侧面开槽的精加工技术,确保产品品位的优良。蒸压不合格产品经破碎、筛分后,作为回收粉用于配料,节约资源、保护环境。
我公司设计研发的加气混凝土板材生产线,立足于德亿全新一代加气混凝土砌块设备及工艺,经多层次技术革新,形成了拥有的加气混凝土板材生产线工艺。已获得ISO9001国际质量体系认证,技术装备精良,欢迎客户前来考察设备。
yle="FONT-SIZE: 10.5pt; FONT-FAMILY: 'Times New Roman'">
√
≥3.5
≥3.2
≤525
楼板:
| 规格 | 等级 | 构造要求 | 抗压强度(MPa) | 平均干密度 | |||
| 花纹 | 槽口 | 平面 | 平均值 | 较小值 | |||
| ≤2100x600x100 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤2700x600x125 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤3400x600x150 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤4500x600x200 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤5700x600x250 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤6000x600x300 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
内墙板:
| 规格 | 等级 | 构造要求 | 抗压强度(MPa) | 平均干密度 | |||
| 花纹 | 槽口 | 平面 | 平均值 | 较小值 | |||
| ≤3000x600x75 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤4250x600x100 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤5050x600x125 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤6000x600x150 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
超薄板:
| 规格 | 等级 | 构造要求 | 抗压强度(MPa) | 平均干密度 | |||
| 花纹 | 槽口 | 平面 | 平均值 | 较小值 | |||
| 1800x600x50 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
| 2000x600x50 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
| 2200x600x50 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
屋面板:
| 规格 | 等级 | 构造要求 | 抗压强度(MPa) | 平均干密度 | |||
| 花纹 | 槽口 | 平面 | 平均值 | 较小值 | |||
| ≤2200x600x75 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤3000x600x100 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤3890x600x125 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤4500x600x150 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤5720x600x200 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
| ≤6000x600x250 | B05 | | √ | | ≥3.5 | ≥3.2 | ≤525 |
过梁:
| 规格 | 等级 | 构造要求 | 抗压强度(MPa) | 平均干密度 | |||
| 花纹 | 槽口 | 平面 | 平均值 | 较小值 | |||
| ≤3000x250x200/250 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
| ≤3000x240x200/250 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
| ≤3000x200x200/250 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
| ≤3000x150x200/250 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
| ≤3000x120x200/250 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
| ≤3000x100x200/250 | B05 | | | √ | ≥3.5 | ≥3.2 | ≤525 |
加气混凝土板材生产线特点:
(1)生产原料采用石英砂(粉煤灰等)为硅质材料,石灰及水泥为钙质材料,铝粉为发气材料。所有块状及粒状物料采用调速皮带秤计量,粉状物料及料浆采用斗式秤计量,料浆及废浆浓度采用密度计控制相对密度,以保证生产在线控制及工艺参数的严格执行。
(2)硅质材料采用加钙湿磨工艺,此种工艺使得物料在水中被粉碎而高度分散,同时产生初始水化反应,改善了料浆的悬浮性。
(3)采用定点浇注及热室初凝工艺,模车在预养窑内匀速运动,使坯体硬化达到切割强度。切割机采用德国威汉新型空翻切割机,横切在夹坯过程中完成,在纵切机上完成纵切、开槽及去面包头工序。
(4)蒸压养护采用蒸压釜。热力控制室内设置仪表检测系统及养护制度程序控制,确保抽真空、升温、恒温、降温的参数控制及生产安全。
(5)蒸压后加气混凝土板材,采用饰面花纹和侧面开槽的精加工技术,确保产品品位的优良。蒸压不合格产品经破碎、筛分后,作为回收粉用于配料,节约资源、保护环境。
我公司设计研发的加气混凝土板材生产线,立足于德亿全新一代加气混凝土砌块设备及工艺,经多层次技术革新。已获得ISO9001国际质量体系认证,技术装备精良,欢迎客户前来考察设备。









所有评论仅代表网友意见,与本站立场无关。