
2023年05月17日 15:37:17 来源:东莞市华鸿塑料机械厂 >> 进入该公司展台 阅读量:20
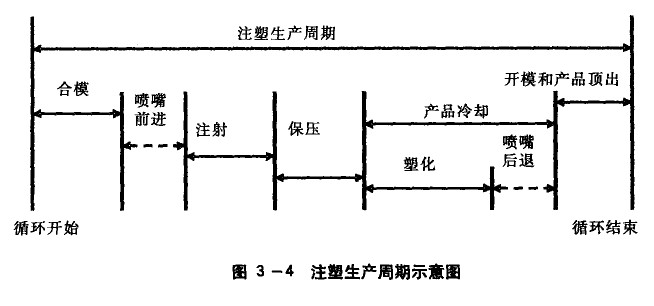
注塑生产周期示意图如图3—4所示。注塑生产周期包括合模、注射、保压、产品冷却、开模和产品顶出时间,特殊情况下如使用喷嘴前进、后退程序,还需要加上喷嘴前进或后退时间。
1.注射时间
注射时间一般不宜太长,型腔充满后就相当于在注射压力下保压,时间太长会使制品的取向应力增加。注射时间与塑料的流动性、制品的几何尺寸和形状、模具浇注系统形式、注射速度、注射压力以及其他许多工艺条件有关,一般制品的充模时间为3-10s。
2.保压时间
在保压阶段熔体的温度降低,惑度增加,此时的压力作用迫使塑料分子取间,导致制品内部冻结较多的分子取向.形成残余应力,因此减少保压时间有利于取向应力的降低。延长保压时间仅在一定范围内取向度增大,浇口封闭后再延长保压时间就不再影响取向度,但对于收缩应力,如果延长保压时间会位型腔压力
提高,有助于减小温度所产生的收缩应力。若保压时间短,型腔压力又低,制品内部仍会保持原来冷却时间的应力状您。
当注塑结晶型材料时,保压时间是员重要的一段过程。这段时间是由熔体填充模腔99%开始至浇口凝固为终止。制品的强度及韧性都是决定于注塑后是否保持压力到熔体上直至部件浇口凝固。保持压力时亦要预先保团一小段的熔胶位置在螺杆前。保压就是防止熔体凝固收缩后的空洞或浇口位置的弱处等导致模件强
度不足的关键,通常选取的保压时问范围为2—20s。
3.冷却时间
当熔体进入模腔,碰到模具众属表面时.熔体冷却的步骤就已经开始,在注塑机上设定的冷却时间是指保压完了之后到模具开启为止的时间。
成型材料在模具内冷却,然后由模具取出必须不变形而且坚固,冷却时间如果设定太长会使成型的循环时间变长。棋具的温度低会使冷却时间缩短,如果冷却时间太短了会使模具内取出的成型制品变形。
当注射压力、保压压力、熔体温度升高,浇口尺寸较大时,会使封口压力升高,这时必须延长冷却时间才能使开模前型腔内的残余应力降到很低或接近于零,否则很难顺利地特制品从模内顶出。若强制服模,制品顶出时会产生很大的应力.以致被划伤,严重时会破裂。但冷却时间不宜过长,否则不但生产效率低,而且可能在制品内部形成负压,即由于冷却收缩使制品内外之间产生拉应力。合适的冷却时间应该使制品温度降到热变形温度以下而又必须使型胶内的压力降到某极限值以下。冷却是成型循环中时间最长的,如果能把冷却时间缩短可以降低成本费用。通常选取的冷却时间范围为5—120s。
但是实际成型时,在冷却的这段时间内,也正在为下次成型进行材料塑化,也就是螺杆一面回转一面往后退到设定的位置,这段时间的长短,应可包含在冷却时间内,如果塑化的时间比冷却时间长,成型的冷却时间就会被浪费,这时为了避免浪费,可以把螺杆转速以及螺杆的背压进行调整,也就是提高转速或者降低背压,使塑化所用时间低于冷却时间。
《注塑制品加工生产的时间应该如何控制?(一)》由华鸿编辑整理,我们主营:铁氟龙螺杆,不锈钢螺杆,双合金螺杆料筒。更多内容,欢迎点击:.cn。



