
2025年09月18日 09:17:40 来源:东莞市周氏数控设备有限公司 >> 进入该公司展台 阅读量:5
数控车床、车削中心是一种高精度、高效率的自动化机床,配备多工位刀塔或动力刀塔,机床就具有广泛的加工工艺性能,可加工直线圆柱、斜线圆柱、圆弧和各种螺纹、槽、蜗杆等复杂工件,具有直线插补、圆弧插补各种补偿功能,并在复杂零件的批量生产中发挥了良好的经济效果。下面亿达渤润根据数控系统的构成工作原理和特点,简单介绍下保证工艺精度的技巧有哪些:

一、数控加工工序的划分
在数控机床上加工零件工序比较集中,一次装夹应尽可能完成全部工序,常用的工序划分原则有以下两种。
(1)保证精度原则
数控加工具有工序集中的条件,粗、精加工常在一次装夹中完成,以保证零件的加工精度,当热变形和切削力变形对零件的加工精度影响较大时,应将粗、精加工分开进行。
(2)提高生产效率的原则
数控加工中为减少换刀次数节省换刀时间,应将需用同一把刀加工的加工部位全部完成后,再换另一把刀来加工其它部位。同时应尽量减少空行程,用同一把刀加工工件的多个部位时,应以最短的路线到达各加工部位。
二、保证车削工艺精度的方法
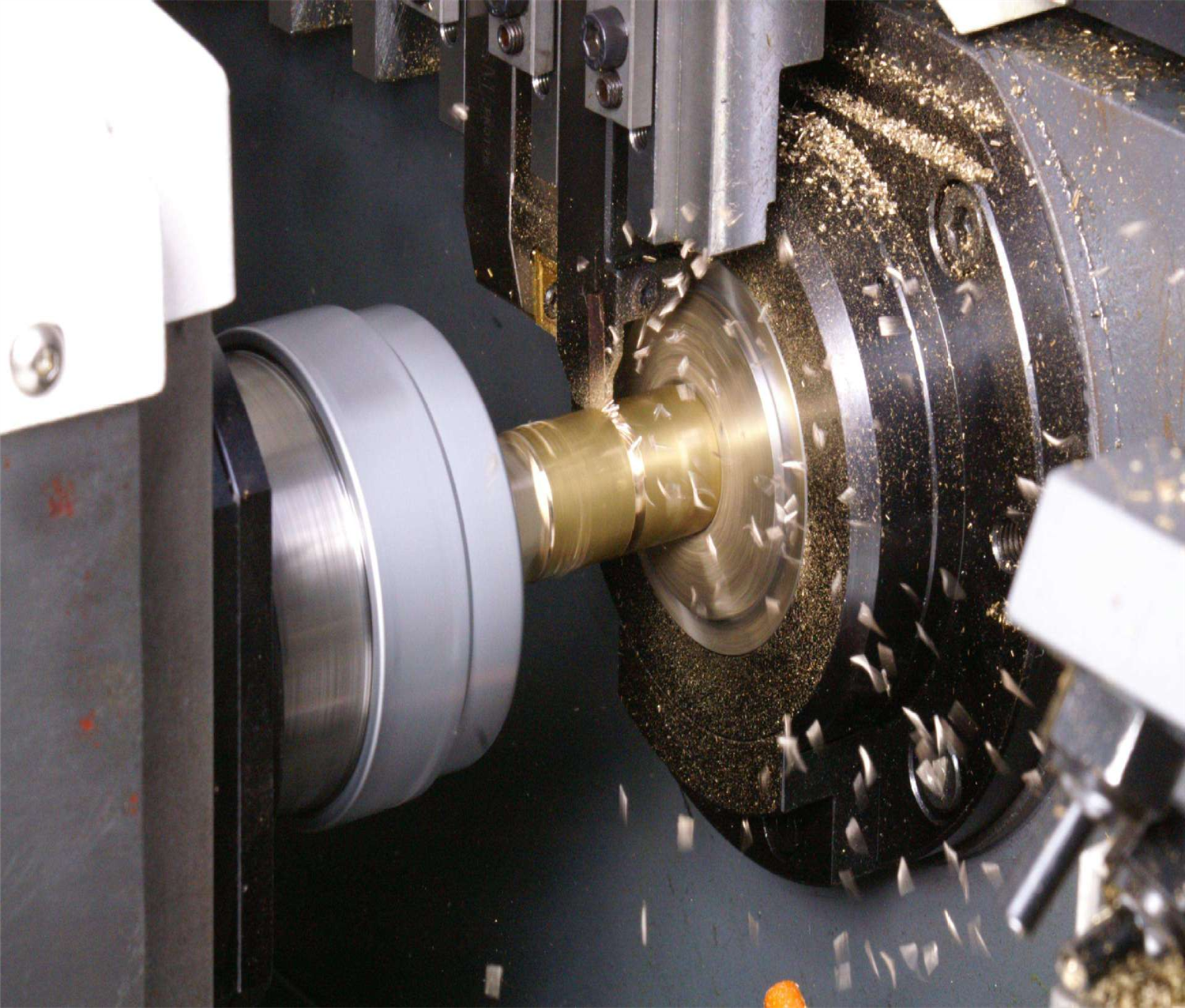
数控车床车削的工艺加工中要注意的问题:数控车床加工的工艺与普通车床的加工工艺类似,但由于数控车床是一次装夹,连续自动加工完成所有车削工序,因而应注意以下几个方面。
(1)合理选择切削用量
车削速度的选择主要受刀具耐用度的限制,而刀具耐用度又取决于刀具的磨损情况。车削速度、进给量和走刀量等切削用量的值都应比车削普通钢材适当减小。
(2)合理选择刀具
粗车时要选强度高、耐用度好的刀具,以便满足粗车时大背吃刀量、大进给量的要求。精车时要选精度高、耐用度好的刀具,以保证加工精度的要求。为减少换刀时间和方便对刀,应尽量采用机夹刀和机夹刀片。
(3)合理选择夹具
尽量选用通用夹具装夹工件避免采用专用夹具,零件定位基准重合以减少定位误差。
(4)确定加工路线
加工路线是指数控机床加工过程中,刀具相对零件的运动轨迹和方向。保证加工精度和表面粗糙要求,尽量缩短加工路线减少刀具空行程时间。
三、专用切削油的选用
(1)有色金属切削油
铜、铝合金以及切削有色金属和轻金属时,切削力和切削温度都不高,可选用抗磨剂比例不高但具有良好的抗腐蚀性能的铜铝合金专用切削油。
(2)铸铁切削油
铸铁加工时需选择防锈功能强的切削油。铸铁与青铜等为脆性材料时,切削中常形成崩碎切屑,容易随切削油到处流动,流入机床导轨之间造成部件损坏,可使用冷却和清洗性能好的切削油并做好过滤工作。
(3)合金钢切削油
切削合金钢、钛合金时如果切削量较低、表面粗糙度要求较小,如拉削以及螺纹切削需要极压性能优异的切削油,可选用硫化脂肪酸酯作为主要添加剂的极压切削油。
以上就是数控车削工艺提高精度的方法,优化工艺方案除了依靠大量的实践经验外还应善于分析,必要时可辅以一些简单计算采取灵活可变的方案。亿达渤润石化是金属加工油生产商,自主研发的切削油产品具有优异的极压抗磨性能,可以有效的提高工件表面光洁度和加工效率,并且对人体、工件、设备、环境没有危害,是国内众多金属加工企业的指定合作伙伴,在实际应用中得到国内外客户的。



