
2025年09月18日 09:44:12 来源:东莞市周氏数控设备有限公司 >> 进入该公司展台 阅读量:4
现代制造技术的发展及数控加工设备的广泛使用,极大地推动了切削技术的进步。随着生产加工过程数控化和自动化的需要,对金属切削刀具提出了高可靠度、高精度、长寿命、快速转位更换、断屑良好等更高要求。刀具结构设计及切削部分的形状种类变得十分繁多,给机械加工和刀具设计人员合理选择刀具带来一定困难。根据不同加工特征选择所需刀具,对实现高度自动化切削加工或无人加工具有十分重要的意义。下面亿达渤润石化简单介绍下车就要切削工具的选用原则有哪些:

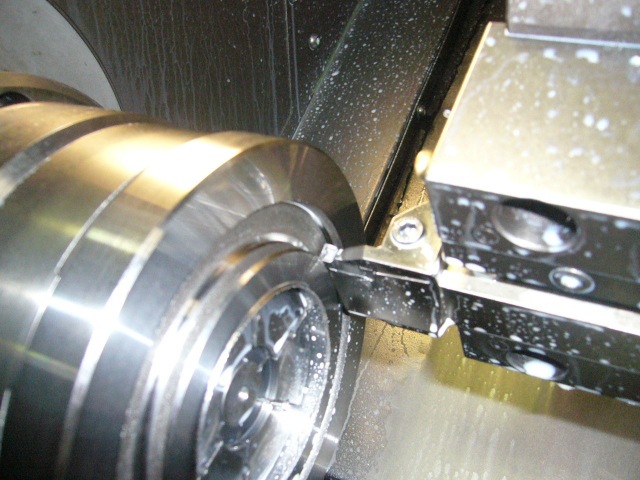
一、可转位车刀结构
可转位车刀为广泛使用的机夹式刀具。它的几何参数由刀片和刀槽来保证,不受工人技术水平的影响,因此切削性能稳定,适合现代化大批量生产使用。
二、车床加工的特征
加工特征是指零件加工过程中与该加工工序相关的加工信息集成。如外圆车削特征可包括起始直径、最小完成直径、完成直径、加工长度、刀尖圆弧半径及工件刚度等特征参数。加工特征能比较准确地描述工件的加工要求,而这些要求是选定机床、夹具、刀具及其工艺参数的前提。由于每种加工特征都需输入多个特征参数,为使刀具选择变得简捷方便。
三、车床加工的方法
根据起始直径和零件加工完成直径值将车削加工分为粗加工和精加工两类,根据零件刚度将其分为刚度高和刚度低两类。综合上述要求,将外圆车削加工分为以下四种加工方法:①车削外圆;②车削外圆;③车削外圆;④车削外圆。
四、车刀选择的原则
加工特征为车削外圆时,因粗加工或半精加工主要是切除多余金属,切削力较大故应选择稳固的刀片夹紧方式,刀尖角尽可能选择大一些,以增加刀尖强度。由于减小主偏角会导致径向分力增大,当工艺系统的刚度较强时,可适当减小刀具主偏角。小的刀具主偏角能够增加参与切削的切削刃长度,减少单位长度切削刃的负荷,从而提高刀具的使用寿命。
五、专用切削油的使用
专用切削油是车床切削工艺必须采用的一种介质,在加工过程中主要起到润滑、冷却、清洗等作用。由于高速切削对于刀具、设备及工艺的不断提升,新型切削油通常采用硫化极压抗磨添加剂作为其核心成分,可以在超高速切削工艺中有效的保护刀具,提高工艺精度。
以上就是选用切削刀具时需要注意的问题,通过不断的优化刀具、设备、系统和切削油来不断的提升工艺。亿达渤润石化是金属加工油生产商,自主研发的切削油系列产品采用硫化猪油和硫化脂肪酸酯为主剂配制而成,具有优异的极压抗磨性能,可以有效保护车床刀具,提升工件表面光洁度,并且大幅度提高加工效率,在实际应用中得到了国内外客户的。



