
2026年01月04日 09:29:18 来源:芜湖舜富金属表面涂装科技有限公司 >> 进入该公司展台 阅读量:12
喷涂工艺要求:
1.喷涂用的压缩空气应清洁、干燥,压力不得低于0.4MPa。
2.喷涂距离为100~200mm,喷尽可能与基体表面成直角,不得低于45°。
3.喷移动速度,以一次喷涂厚度达到25~80µm为宜。
4.各喷涂带之间应有1/3的宽度重叠,厚度应尽可能地均匀。
5.各喷涂层之间的喷走向应相互垂直,以交叉覆盖。
6.涂层表面温度降到70℃以下时,再进行下一层喷涂。
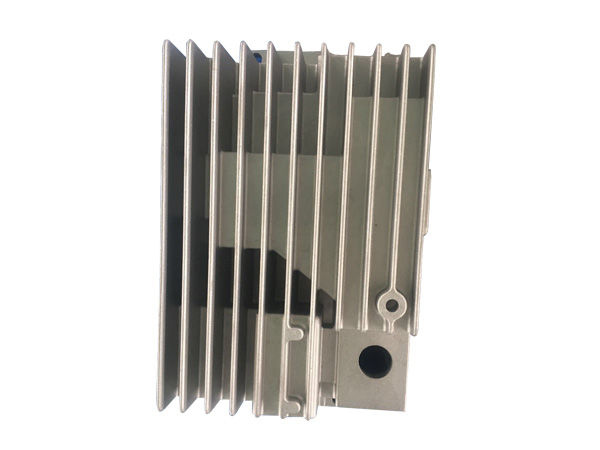







耐磨修复胶,用于使用温度(-60℃~120℃)超细粒度的磨料磨损或冲蚀磨损设备的修复,如灰浆泵、水泵、风机、水轮机、蜗壳、管道类、泵类等修复(典型用途见主要物理机械性能表)。
陶瓷耐磨涂层的一般性修复方案(具体修复方案因工件本身差异以及使用环境的变换会有所调整)
1、表面处理:对需处理的工件进行补焊、脱脂处理、喷砂除锈。
①补焊:对过量冲蚀,不足以支撑胶粘剂强度的部位需要进行补焊。
②脱脂、除潮处理:去除工件表面的油脂,去除工件表面的油脂和潮气。
③喷砂除锈:去除工件表面的氧化层,目视检查,喷砂面可见均匀的金属本色。
2、制作:模具、工具准备,将工件预热,胶粘剂预热,严格按照胶粘剂配比进行混合搅拌,搅拌完成后的胶粘剂盛在料盘中对预热完成的工件进行施胶,混合后的胶粘剂在料盘中停留时间不能超过3分钟,以保证胶粘剂对工件的充分粘合。施工完成后,对检查出的缺陷进行及时修补。
3、固化:在常温30°下24小时自然固化,不同条件可延长固化时间。
4、研磨:加温固化后的工件严格按照工件的尺寸进行研磨处理,密封相配面应试配合格。





