
2026年01月06日 09:19:45 来源:芜湖舜富金属表面涂装科技有限公司 >> 进入该公司展台 阅读量:19
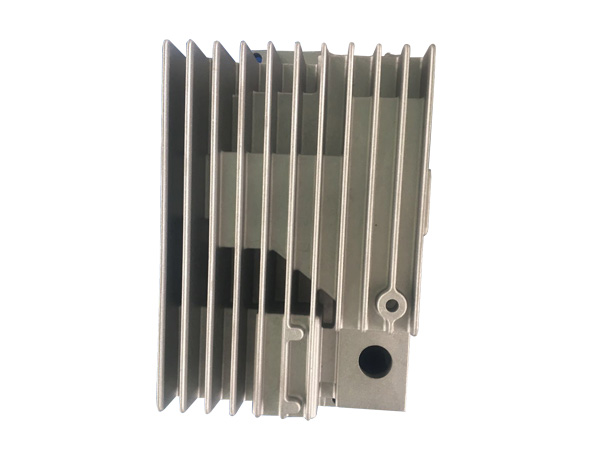
喷漆部分膨胀的可能性:
(1)成因
①使用了错误的稀释剂。在瓷漆中使用挥发性油漆稀释剂会促进内部油漆层的隆起,导致面漆层的隆起。
②使用了互不相容的原料。新喷涂的漆层与原有漆层发生了化学反应,或原有漆层的缺陷没有被妥善处理,漆层之间脱离从而造成面漆层的隆起。
③底层没有进行地清洁,例如底层表面的油脂或蜡质物没有清除,由于夹层效应的影响,导致再喷涂的油漆无法附着。
④二次喷涂的间隔时间太短,没有给予底层油漆充分的干燥时间,导致湿漆面中的溶剂侵蚀中涂底漆或面漆使之变软。
(2)修正方法:打磨有缺陷的区域至平滑但不能磨穿,重新进行喷漆。
也称为流泪或垂流。涂层局部变厚,因重力原因出现垂流状态,只出现在将喷涂过的表面垂直放置时或垂直喷涂的表面。




1、退火
塑料成型时易形成内应力,涂装后应力集中处易开裂。可采用退火处理或整面处理,消除应力。 退火处理是把ABS塑料成型件加热到热变形温度以下,即60°C, 保温2h。由于采用此种工艺需要大量的设备投资,因此,可采用整面处理的技术,即配置能够消除塑件内应力的溶液在室温下对塑件表面进行15 ~ 20min的处理即可。
2、除油
塑料件表面常沾有油污、手汗和脱模剂,它会使涂料附着力变差,涂层产生龟裂、起泡和脱落。喷涂前应进行除油处理。对塑胶件通常用或酒精清洗,然后进行化学除油后应清洗工件表面残留碱液,并用纯水清洗干净,晾干或烘干。
3、除电及除尘
塑料制品是绝缘体,表面电阻-般在10130左右,易产生静电。带电后容易吸附空气中的细小灰尘而附着于表面。因静电吸附的灰尘用-般吹气法除去十分困难,采用高压离子化空气流同时除电除尘的效果较好。
4、喷涂生产
塑料涂层厚度为15~20μm,通常要喷涂2~ 3道才能完成。一道喷涂后晾干15min, 再进行第二次喷涂。需要光亮的表面还必须喷涂透明涂料。涂后的制件对于阻燃性能基本没有影响。
5、烘干
喷涂完后可在室温下自干,也可在60°C条件下烘烤30min.
喷涂设备生产的管理方法是什么呢?
1、对喷涂车间的设备操作人员进行合理的配置,只有合理的把各项任务机设备操作任务分配给相应的员工。并对员工做出合理安排公正的进行分配,对于操作的关键岗位或容易出现问题的多发点要安排技能较高员工,避免由于新员I或操作技能较低的员工造成的问题流入下-道工序。
2.因为工人对四盘五轴往复喷涂机的操作方式是工件喷涂质量的关键,而且员工的工作环境和态度对工件涂层也有直接关系。所以严格要求自动喷涂设备操作人员按照使用说明书进行标准操作,禁止员工随意操作,保证工件喷涂的质量并且为员工创造良好的工作环境。并实行内部考核制度,对于不合格的工件,在下一道工序的生产者有权拒绝生产,并对上-道工序人员进行相应考核,从而提高员工的质量意识。
3、节能环保已成为喷涂企业面临的共同问题,如果与企业在这方面做得好的话,可以增强企业产品的竞争力。对工件颜色喷涂进行分组,不但可以提高喷涂生产效率,还可以提高单位时间内的产量;另一方面还可以减少由于频繁换色清洗时所产生的溶剂消耗及废油漆的处理废油。并且在喷涂生产停线时,及时将水源、电源等关闭,并及时通知相关人员关闭本工位的空调送风,以避免造成能源浪费。
4、对于喷涂设备的开关机方面,要根据车间各工位的工艺要求及设备性能参数对喷涂车间的各喷涂设备的开关进行合理优化,从而节约电力,实现产品喷涂生产效率大化。



