2026年01月11日 08:28:44 来源:芜湖舜富金属表面涂装科技有限公司 >> 进入该公司展台 阅读量:11
1 无溶剂、减少公害
油漆在生产、运输、储存以及施工过程中,由于溶剂的挥发会给大气或水造成严重污染,并给操作人员带来身体伤害。如果保管和操作不当很容易引起火灾,此外废漆处理也十分困难。而粉末涂料不含任何溶剂,是99%的固体份涂料,它的制造、运输、储存和施工解决了因溶剂而造成的污染问题,改善了操作人员的劳动条件,有利于操作人员的身心健康。
2 简化涂装工艺,提高涂装效率
在采用油漆工艺涂装时,需经喷涂底漆、刮腻子、水磨、喷面漆、喷罩光漆等“三磨三抄”十多道至二十多道工序,七至十天加工周期。而采用喷塑工艺涂装只需喷涂、固化、冷却等三道工序,一次成膜。大大简化了涂装工序,缩短了生产周期,当天就能出产品。在粉末涂料静电涂装中,配置自动涂装机械和回收循环系统,就能形成自动化生产,从而节省了能源和资源,提高了生产效率。
3 粉末涂料利用率高,并可回收再用
与油漆相比,粉末涂料可以直接涂敷到被涂物表面上去,经烘烤固化后形成涂膜,而且未被涂上的粉末可以回收后再送入供粉系统中使用,从而大大减少粉末涂料在施工中的损失,粉末涂料利用率均在95%以上,而油漆除溶剂全部挥发损失外,未被涂上的油漆很难回收再用,故一般油漆的实际利用率在50%左右。
4 粉末涂膜性能好、坚固耐用
粉末涂料可以利用常温不溶于溶剂的树脂,或利用不易溶解而无法液体涂料化的高分子树脂来制造具有各种功能的涂膜。且粉末涂料在制造或形成涂膜时,没有溶剂加入和放出,不易形成贯通涂膜的,可以得到致密的涂膜。与油漆涂膜相比,粉末涂膜更加坚固耐用。






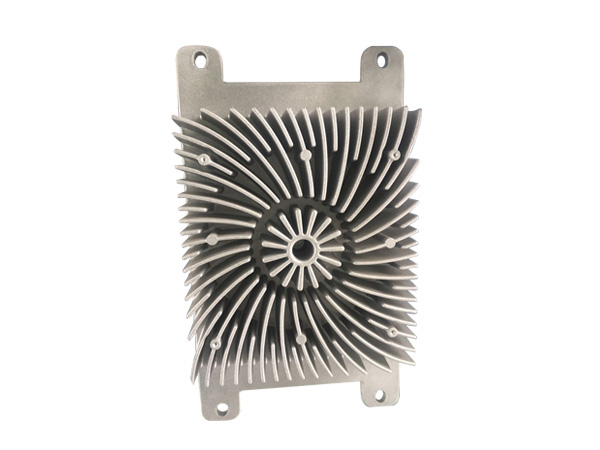
在静电喷粉中,将粉末放入流化桶中,调节流化空气压力,使粉末达到沸腾状态。喷涂时,喷应距工件150-200mm,喷涂时喷应垂直于工件匀速移动。普通粉末和金属粉末的流化空气压力应根据粉末的沸腾条件确定,压力范围为0.30-0.50MPa。
注意,普通粉末与金属粉末在出粉量、送粉气压、电流、电压等方面存在差异,应根据需要喷涂的工件不同进行设置。
平板工件出粉量为50--90,送粉压力为0.40--0.50MPa,电流为20--50uA,电压为60--90Kv。背喷工件出粉量30-50,送粉压力0.30-0.40MPa,电流8-15uA,电压50-70Kv。
工件越复杂,应降低喷涂电流和电压,电流控制在10--20uA,电压控制在50-70Kv,风量控制在0.30-0.40MPa。金属粉末输出30-60,送粉压力0.30-0.45MPa,电流10-20uA,电压50-60KV。
加热至预定温度,一般为190度(实际炉温),并在相应时间内保持温度(3.0板以下25-30分钟,3.0板以上35-40分钟)。
喷的装粉率由静电性能和粉末输出状态决定。只有当电场强度和粉末输出达到理想的匹配点时,才能达到理想的静电喷粉加载速率。喷输出的粉末过多会影响粉末输出的均匀性,这是许多大型粉末喷粉末输出不均匀的根本原因。不良粉末状态可能导致涂层厚度不均匀的问题。