电磁振动给料机是一种定量给料设备,既可以输送粉料,也可以输送粒料,我公司采用电磁振动向乙炔发生器加人电石块料,已使用多年,有极大的性。电磁振动给料机由于无润滑点,电石块料与电器部分不接触,容易绝热,所以不用频繁维修,且加入电石块料可以根据乙炔流量气柜高低与电磁振动给料机连锁自控调节。杜绝了跑漏乙炔气体,保证了生产的正常安全运行。
1、电磁振动给料机的工作原理
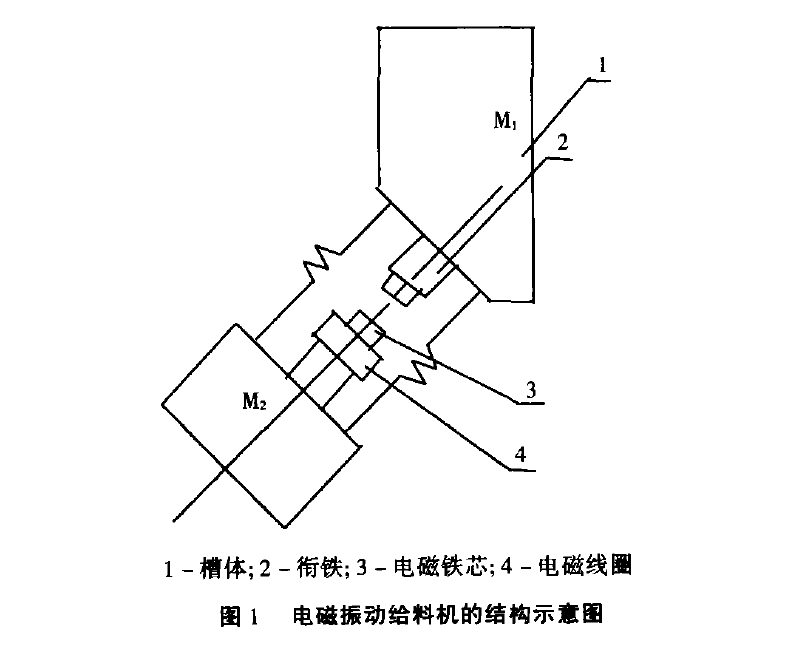
电磁振动给料机系由槽体,联接叉以及槽体中物料的10%一20%等构成质点M,,激振器壳体、铁芯和线圈等构成质点M2(见图1)。M1和M2这两个质点用板弹簧连接在一起形成一个双质点定向振动系统。据机械振动的共振原理将电磁振动给料机的固有频率Wo调到与电磁激振力的频率W
相近,使其比值Z=W/ Wo = 0. 85一0. 9,机械在低临界近共振的状态下工作。
电磁振动器电磁线圈的电流一般经过单相半波整流,当线圈接通后在正半周有电压加在电磁线圈,因此电磁线圈有电流通过,在衔铁和铁芯之间产生脉冲电磁力,互相吸引,这时槽体向后运动,激振器的主弹簧发生形变,储存了一定的势能。在负半周内的线圈无电流通过,电磁力消失,由于板弹簧的作用,衔铁与铁芯朝相反方向离开,槽体向前运动,这样电磁振动给料机以交流电源的频率做每分钟3 000次的往复振动,由于槽体的底平面与激振器的激振力作用线有一定夹角,因此槽体中物料(电石块料)沿抛物线连续运动。
2、电磁振动给料机的结构设计
2.1 槽体
2.1.1 槽体形式
据使用要求设计为槽体密封型,槽体输送电石的粒径一般是20一50 mm,输送槽采用δ=6~8 mm的钢板焊接而成,为了减少振动的质量,增加槽体刚度,在槽体上焊接了一定量的筋板。设计时,一方面需要考虑许用强度,另一方面必须考虑到槽体受到脉冲振动时的小足够刚度。
2. 1. 2槽体尺寸
(1)槽体长度
利用作图法找出槽体的小长度,以使电石在停机时不至于从槽端流出,我公司槽体的小长度为1. 4 m左右。
(2)槽体宽度
利用计算确定甚为麻烦,我公司采用槽体宽度B大于3 d (d为电石大粒径),实际尺寸为200一300 mm。
2. 1. 3推力板
推力板是传递激振力的重要部分,应有足够的刚度,以保证使激振力全部传给槽体,我公司采用δ=12mm的钢板直接焊接在槽体上。
2. 1. 4槽体中心
为了使槽体沿激振力方向产生直线往复振动,必须使激振力通过槽体重心,确定重心用坐标法。
2. 2激振器结构
我公司激振器采用GZ - 4型,由主弹簧、电磁铁、衔铁和平衡重组成。
激磁线圈和铁芯装在平衡重一边,衔铁装在槽体一边,铁芯和衔铁之间略有工作气隙,主弹簧将槽体联接,又和平衡重连在一起,组成振动弹性系统。
3、电磁振动给料机的安装、调整和维护
电磁振动给料机在低临界近共振条件下正常运行时,槽体的振幅在空载和负载情况下变化很小,其稳定系数约为0. 95,激振器在启动时没有大的启动电流,所以电磁振动给料机由电网吸收功率比其它类型给料机低得多,消耗功率小,这是电磁振动给料机的大特点之一,我公司已掌握了其使用规律,实际证明简化了工艺,所以使用在乙炔等生产上有独特性。
3. 1电磁振动给料机的安装
(a)采用吊挂式安装,构架钢性应相当坚固,电磁振动给料机应与构架保持一定间隙,横向大于0.1m以上,纵向大于0.2m以上。
(b)据电石块料性质,电磁振动给料机槽体角度确定向下倾斜10唆右。
(c)重新组装后,必须把所有紧固螺丝拧紧。
3. 2电磁振动给料机的调整
电磁振动给料机在生产中运转正常,主要是设备安装调整和弹性系统调谐。
调整时,检查所有紧固螺栓是否松动,检查电磁激振器与激振力作用是否通过槽体的重心,激振器的中心与槽体中心是否在同一垂直面内,否则会扭转。
铁芯和衔铁之间气隙调至标准值,一般为1. 5一2 mm,气隙大,会增大电流和功率消耗;气隙小,铁芯与衔铁会发生碰撞。
3. 3电磁振动给料机弹性系统调谐
电磁振动给料机采用半波整流激磁调谐。利用改变板簧片数的方法,使电磁振动给料机的固有频率改变,以达到给定的调谐值。试运转过程中顶紧板弹簧螺丝;反复拧紧铁芯与衔铁的紧固螺栓,直到设备运转稳定为止。
3. 4电磁振动给料机的维护和使用
3. 4. 1电磁振动给料机的维护
电磁振动器的密封盖应盖,防止灰尘进人,如果运转过程中板弹簧发生变化,可以拆开检查板弹簧的开裂情况和电器控制部分。铁芯与衔铁之间气隙任何时间必须保持平衡,随时检查螺栓紧固情况。
3.4.2电磁振动给料机使用注意事项
(a)接通开关按钮,电磁振动给料机绕组接人电网机器开始工作,调整电位器,逐渐使振幅达到额定值和电石块料加入量。
(b)调整槽体角度,可以控制电石块料的给料量,以控制乙炔发生器的生产能力。