
2026年01月20日 09:05:38 来源:新乡市百盛机械有限公司 >> 进入该公司展台 阅读量:42
1、工作环境与故障
我公司生产的GB100- 6型板式给料机,生产能力35m3/h-- 60m3/h,电机功率11kW,用于制砖工艺中的煤研石、矿渣等物料的输送。该机输送大的物料粒度为200mm,物料在一定高度落在输送板上时,使板长期承受冲击负荷及物料在贮料口下堆积使输送板承受静载荷。图1表示板式给料机尾部接料断面。
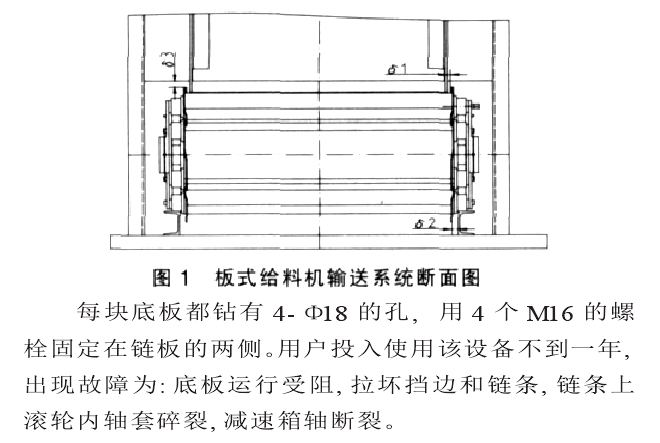
每块底板都钻有4- ф18的孔,用4个Ml6的螺栓固定在链板的两侧。用户投入使用该设备不到一年,出现故障为:底板运行受阻,拉坏挡边和链条,链条上滚轮内轴套碎裂,减速箱轴断裂。
2、故障分析
2.1 运行受阻
底板运行中与固定机架的小间隙在设计、制造、安装调试中必须予以保证。如图1所示,护板与挡板的间隙б,挡板与支座的间隙б,挡边的高度与护板边的间隙б,这几个尺寸如果不能保证正常运行的小间隙,必然产生刚性撞击造成破坏性的事故。
设备中两条平行等距离的牵引链板制造质量差。链板节距制造精度差,造成累计误差超差,两根牵引链在运行中不同步,产生错位,加入了运行牵引阻力。其次是驱动链轮齿形与链槽位置加工错位超差,造成两根链条传动不同步,产生人小不同的拉伸应力,其中一根运行阻力超过链板承载负荷而断链。为了消除这种制造误差,在加工各种链轮与链板时应严格保证各尺寸及误差要求。
底板在长期运行中由于承受冲击,产生塑性变形,因此不能保证底板在同一平面上,使得底板变形严重,对链条的支撑板面摩擦阻力增大。
底板热压成型,弧度距离小,挡底板在头、尾链轮上同转时,相邻两块底板在链轮圆弧上顶角相碰,链板组强行运行,造成链条在链轮齿形上跳动,增加了牵引运行阻力。
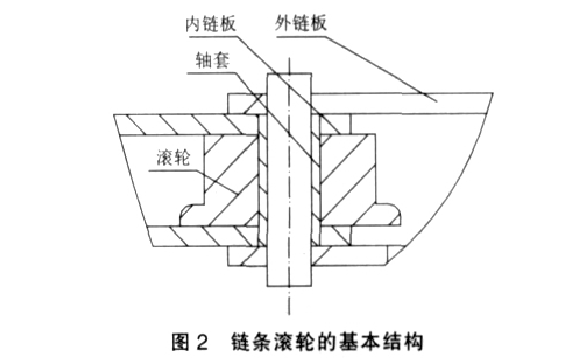
2.2 链板上滚轮轴套碎裂
链条滚轮的基木结构见图2,由于轴套长期承受上述各种冲击,其负荷能力差,易破碎。
2.3 减速机匹配选型不当造成牵引动力故障
减速机的匹配首先由传动方案来决定,传统方案是:在低速运行重载、冲击的工作环境下,一般是电机一减速机一开式齿轮一驱动链轮结构。这种结构设计占地面积大,使用可靠,但需要制造人模数齿轮。由于一般的制造厂难以生产人模数齿轮并为了减小设备占地面积,采用:电机一I级行星齿轮减速器- II级蜗轮蜗杆减速器通过联轴器驱动链轮。这种方案使用不到一年即发生蜗轮齿冠破碎。从设计传动上分析,承受冲击载荷运输机械,用开式齿轮比较实用、可靠。在设计动力匹配技术方案时应考虑一些不可预测的使用因素和制造因素,因此动力配置应留有余地。
3、改进措施及效果
①受料段采用两排或三排支撑托轮装置支撑底板,改滑动支撑为滚动支撑,这种刚性支撑可减少底板变形和运行阻力,运行可靠,维护方便,由于底板采用16 MnR钢板,具有很大的刚性与强度_所以采用刚性支撑式可行的;②链条滚轮的轴套改用单列向心短圆柱滚子轴承,在保证正常润滑的情况下,运行阻力小,承重安全可靠;③底板原设计的弧度小,加人了弯曲弧度,解决了两相邻底板在头尾链轮同转到圆弧处的碰击;④二级减速机采用专用减速机,使用良,未出现问题,运行可靠。




