配料圆盘给料机是港务公司的混匀矿配料设备,该配料设备由6个大槽及2个小槽组成,不同的矿物原料通过配料圆盘给料机按一定的比例进行配比后,再输送至堆料机进行建堆。该配料圆盘给料机自投产以来,长期处于满负荷工作状态,经常出现减速机齿轮受损、轴承缺油等故障,其原因主要是控制圆盘运行的润滑系统发生故障。
1、存在问题的分析
1.1 减速机的工况要求
圆盘减速机属立式安装,立式安装的减速机必须要求飞溅润滑。配料圆盘的减速机依靠变频电机来驱动,因为矿物的配比不同,就要求圆盘电机的速度不同,有的圆盘电机的运行频率只有几赫兹,故减速机的运行速度也很慢,依靠自身的速度根本无法建立飞溅润滑系统在设计时也考虑了该因素,使用了外接润滑油泵来辅助润滑,但润滑油泵的电气控制效果制约了减速机的稳定运行。
1.2 润滑油泵控制系统的缺陷
配料圆盘润滑系统的控制原理是:在配料圆盘启动前先启动润滑油泵,当控制系统的计算机检测到润滑油泵已建立了油压后,才能启动圆盘工作。而在工作的过程中,如果计算机检测到油压过高或过低,将停止设备的运行。
油压的检测是靠电接点压力表来实现的,该压力表为机械指针式,由指针带动触点的闭合来给工业计算机PLC传送信号,在近几年的使用过程中,发现该压力表存在一些问题。
(1)机械式压力表反应迟缓,且指针极易卡死,如此一来PLC所接收的信号有误,计算机也将发出错误指令,一方面会无故停机,影响生产顺行;另一方面由于压力表的指针卡死,计算机显示压力正常,而若此时油泵出现故障停止运行,减速机将会由于润滑不足而损坏。
(2)机械式压力表极易损坏,平均每月损坏一台,由于计算机程序的设计不完善,损坏后不能及时发现,对减速机的正常运行带来隐患;该压力表更换前的压力设定比较麻烦,极易设定错误,影响检修时间。
2、改进措施及实施
为了解决圆盘润滑系统的监控效果差的问题,经过理论分析结合工艺要求对润滑控制系统进行改进,使之能准确及时地发现减速机润滑系统故障。
2.1 选用稳定可靠、精度高的油压检测元件
2.2 修改PLC程序,以完善润滑系统的监控作用
修改配料系统的PLC程序,使其具备以下功能:
(1)配料圆盘运行前,PLC对压力传感器进行压力检测,当检测其为低油压,即油压表显示为0即为正常,配料圆盘处于就绪状态。
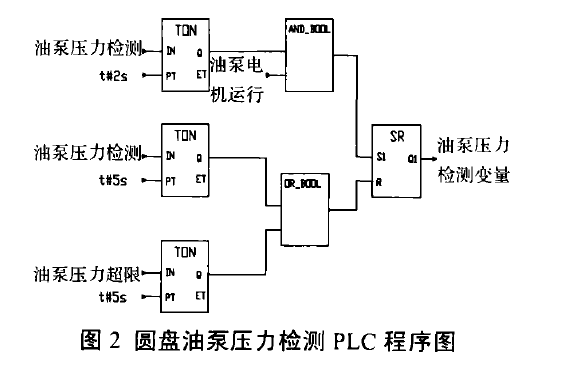
(2)圆盘接到运行指令后,油泵先启动,经过延时后,PLC检测压力传感器油压状态,当检测压力表脱离低油压状态时又没有超高压,表示油泵已启动,油压已正常建立起来,此时圆盘投入运行。程序如图2所示,该程序图是使用PLC的功能块编制的。
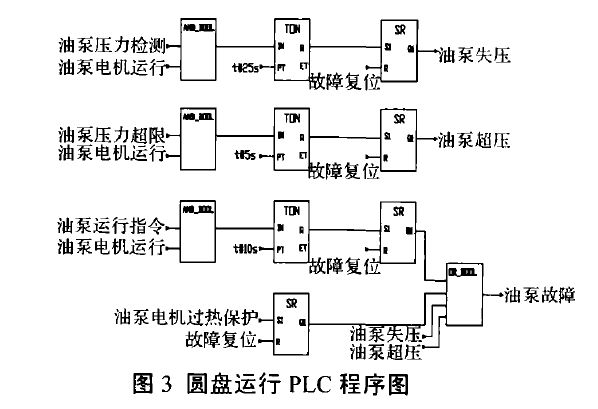
(3)在圆盘运行过程中,若PLC检测到油压表压力异常,即低油压信号或高油压信号来时,为了屏蔽信号波动,经过延时后,如果信号仍然存在,PLC输出油压故障信号,并立即发出停机指令,圆盘及称量皮带停止运行。检修人员需对设备检查排除故障后,由计算机操作人员对故障复位后才能重新启动。如图3所示。
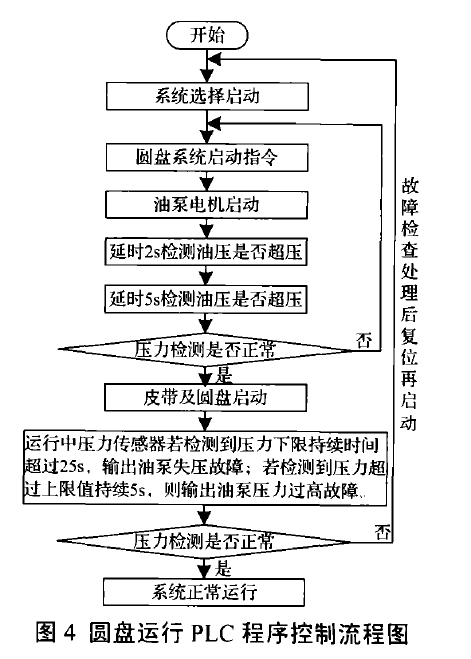
为了方便对以上功能块程序图的理解,使用控制流程图来对程序进行分析,如图4所示:
3、改造效果
配料圆盘的润滑控制系统进行改进后,经过一年的跟踪观察,使用效果良。由于"TURCK'’智能压力传感器的精确监控,自改进以来,及时发现润滑系统管道漏油故障三起、油泵电机故障两起、油泵接手损坏故障三起、油缸缺油故障三起,有效地避免了润滑不足而引起减速机的损坏。
4、总结
针对港务公司配料圆盘给料机减速机故障较多的状况,对圆盘的润滑监控系统进行改进,用精密压力传感器取代电接点压力表,同时完善PLC程序控制功能,发挥该智能压力传感器检测控制功能,实现了对润滑油压状态的精确监控,准确及时地发现润滑系统故障,取得了非常的效果,设备故障率大大降低,为配料圆盘给料机生产顺行提供了有力的保障。