









残余应力产生的原因及危害
一、 残余应力的形成
机械加工和金属强化工艺都能引起残余应力。从大的方面来说产生残余应力的因素可以分为两大类:一是外力;二是不平衡温度场。能产生残余应力的外力有:冷拉、弯曲、切削加工、滚压、喷丸等等。不平衡温度场造成的残余应力最典型的就是铸造、焊接和热处理。铸造件、焊接件存在残余应力这是大家所的。
1、 铸造应力的形成
我们知道,铸件是铁水浇入铸型内经过冷却凝固形成的。由于铸件的壁厚并不是很均匀的,所以铸件各部位凝固的时间速度也不相同。壁薄的部分凝固快,壁厚的部分凝固慢,随着温度的冷却两部分同一时刻进入的状态也不同。
“高" 厚壁部分 壁薄部分
↓ ↓
温 液态 液态
↓ ↓
液态 塑性状态
度 ↓ ↓
塑性状态 弹性状态
↓ ↓
“低" 弹性状态 弹性状态
铁水进入铸型以后,随着温度的降低,壁薄部分提前凝固;而厚壁部分还处于液体状态。温度继续降低,薄壁部分进入弹性状态 ,厚壁部分进入塑性状态 。在这个期间虽然两部分收缩不一致,但由于厚壁部分处于塑性状态它们之间的作用力可以通过厚壁部分的变化而释放。继续冷却两部分均进入了弹性状态,由于厚壁部分温度高,收缩量大,薄壁部分温度低,收缩量小,薄壁部分阻止厚壁部分的收缩,薄壁受压应力,厚壁受拉应力这种作用一直持续道室温就形成热
应力(铸件残余应力的一种)。除了热应力以外,由于厚壁部分与薄壁部分冷却速度的不同,因此他们进入相变的时间也不同,这又会产生相变应力。另外,还有砂型和砂芯的机械阻碍应力等。
2·焊接应力的产生工件的两部分在焊接过程当中,焊缝是高温区,焊缝的周围是热影响区;焊缝与母材之间形成一个金属熔化带。熔化带再结晶的过程中焊缝与热影响区之间的过程类似与铸件的后期凝固过程,在两部分均冷却到弹性状态时,形成一个拉压应力这种拉压应力一直保持到周围环境常温温度的话,就形成了焊接残余应力。
至于外力对工件造成的应力,我们很容易理解,在此不再复述。
二·残余应力的危害
残余应力的存在,使工件内部暂时保持一个内力平衡,是暂时的稳定,在工件不受外界温度以及外力作用时;工件的宏观尺寸不会发生变化;但是工件总是要承受载荷的,还有机加工过程中来自刀具的抗力;搬运过程的碰撞等。当工件受到这些外力作用时,如果工件某个部位存在残余应力,当外力的作用方向与该点的残余应力作用方向一致的时候那么该点所受的力就等于外力与残余应力相叠加;当这二力之和大于或者等于材料的屈服极限的时候,那么该点就会产生塑性变形。轻者使工件的尺寸精度发生变化,而使工件报废;重者使工件产生断裂,甚至酿成事故。
这种情况在企业实际生产中有很多例子。例如某企业生产大型电机,其中一个工件,在毛坯焊接完以后,在机加工以前划线,尺寸正确可是一旦上了机床机加工完以后再检查尺寸,结果是严重超差。导致工件报废。在没有意识到残余应力的存在以前,该单位总是把责任推给机加工车间,致使机加工车间为此工件伤透了脑筋。后来一个热处理的技术人员提出了可能是残余应力存在的问题,与总议考察了振动时效设备。在该工件毛坯焊接完以后,机加工以前对该工件进行两次振动消除应力处理,结果是问题解决了。而后该企业又对粗加工以后精加工以前的工件进行了一次振动消除应力处理,结果是工件加工后的精度稳定性大大提高。装配公差比以前很多,不但解决了技术难题而且产品质量大有提高,受到了用户的好评。
另外一家生产矿山机械的厂家,该机械主要是铸钢件和焊接件,设备生产装配完以后空机试车没有问题。但到了用户那儿一旦应用到生产中,加上工作载荷,况且矿山设备一般受的是冲击载荷。用不了几天就出现轴承卡死现象。后来,生产商组织技术人员共同商讨此事,认为是残余应力的问题。在生产对工件振动消除残余应力,问题就解决了。
这方面的事例很多,总之残余应力的存在对工件精度来说是一个不稳定因素,他直接影响一个企业的生产进度及产品质量。有时残余应力的危害并不是在很短的时间内就突出地表现出来;它只是存在一个潜在的危害。
另外在特殊材料行业。尤其是生产腐蚀性介质的容器和泵体、变压器壳体、仪器等,会存在一个应力腐蚀的问题。造成介质的泄漏,这也是残余应力与腐蚀性介质共同作用的结果。
但是,残余应力也有有益的一面。例如,热处理中的淬火,表面残余应力的存在会增加工件的耐磨性等。
HZ液晶全自动系列振动时效系统使用说明
一﹑主要功能特点
HZ液晶全自动系列振动时效系统设备
1.真彩液晶动态显示各类曲线和数据,时效过程和曲线走势一目了然。
2.自动判定工艺参数合适与否,并给出修订方案,实现人机对话。
3.全自动功能最完善,兼具半自动,手动功能。
4.动态跟踪功能可保证振动处理始终在标准要求的亚共振区进行。
5.依据*的频谱分析技术,按优化工艺选择激振频率进行时效处理。
6.采用脉宽调制技术,具有强大的抗力。
7.在线打印,全中文显示各曲线标注,使打印曲线更易识别与判断。
8.强大的人机对话加上简单的操作方式使操作者更易掌握振动时效工艺。
9.飞车提示,多重保护功能排除了现场操作危险性。
注:振动时效效果90%以上取决于操作

残余应力的形成
残余应力的形成 是一个复杂的过程,在工件焊接、铸造、锻打、冷热校直、热处理和机械加工等工艺中都能出现残余应力。如不及时处理,对工件的结构脆断、疲劳破损、机械强度和尺寸稳定性均会造成影响。
如 在工件焊接过程中是对焊件局部加热继而逐渐冷却的过程,不均衡温度场使焊件各部分产生不均匀的微观变形,从而产生焊接应力。按作用时间有焊接瞬时应力和焊后残余应力,一般焊后残余应力是造成工件变形和开裂等工艺缺陷的重要原因。故消除和均化残余应力显得极为重要。现阶段我们一般采用自然时效、热时效和振动时效三种方式来消除残余应力。
振动时效(又称高频振动消除应力),是一种节约能源的新技术和新工艺。它通过机械高频振动的方法调节金属构件的内应力,达到降低构件残余应力和稳定几何尺寸的目的。
“振动时效"的基本方法是将激振器安装在弹性支承的被处理工件上,利用控制箱按工艺规程控制激振的频率、振动时间等工艺参数,使构件振动一定的时间(一般10一40分钟),然后取下激振器就完成了一次时效处理。
特 点:
1.可以消除被处理构件残余应力的20%一70%左右。
2.理论与实践证明:在保证构件尺寸稳定性方面优于热时效处理。
3.一般可节能90%左右(同热时效相比)。
4.同热时效相比,可降低时效处理费用90%左右。
5.适用性强。因为振动时效设备简单,轻便易挪,可在车间现场快速处理,且不受构件尺寸庞大的限制。
6.保证尺寸稳定性的同时可提高工件抗载荷变形能力和机械强度。
同时振动时效也有一些缺点,如固有频率高的工件振不动,箱体工件有一定的噪音,不能替代以消除应力以外的热处理,对操作人员需要专业培训!
◎振动时效原理简述
HZ 晓航振动时效
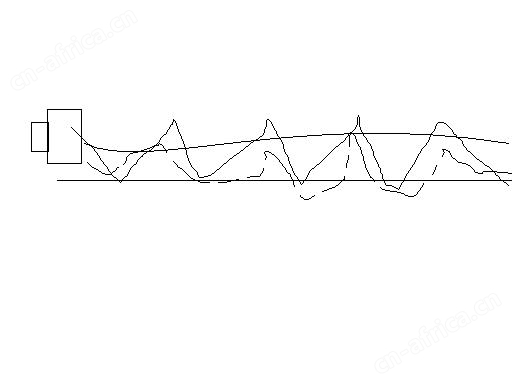
振动时效是采用外力振动的方式,使工件内部产生一定周期变作用力,作用力和工件本身残余应力叠加,超过工件本身的微观屈服极限便导致工件发生微观的塑、弹、粘性力学变化。从而引起残余应力的降低和均化。使工件内部各方面作用的力基本趋于平衡。防止工件变形。提高工件疲劳极限。从而发挥工件本身的实用价值! 最后通过比较时效前后及过程中工件的有效固有频率及其加速度等参数的变化来判断时效效果。
工艺实施和设备配置
主机
激振器
拾振器(传感器)
卡具(C字夹头)
橡胶垫
系统软件
晓航科技振动时效振动过程中产生的振动形态
工件的振动形态大致分为弯曲 振型 扭曲振型
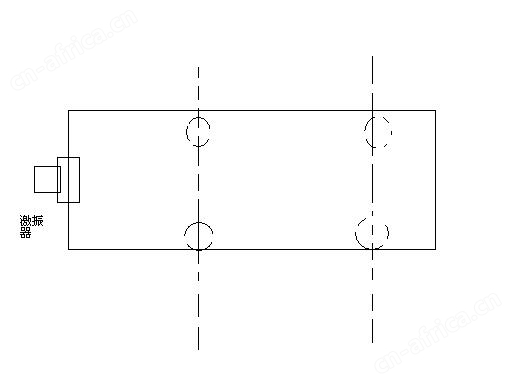
所谓弯曲振型 是 工件如下图 安装装夹形势

所产生的 振动是由中间 逐步扩散到俩端去的如下图

这样就是 工件的俩端 振动抖动的烈 ,抖动到一定的强度以后使中间位置的应力 向俩端释放延伸最终松弛
扭曲振型
如下图
内部所产生的振动是这样如下图
力量 是由一端 走向另一端,这个过程中逐步由一端向另一端施加力量最终 把残余应力松弛均化 消除
综述所述 无论哪种振型 都应该达到高频振动 工件共振的效果,工件四个角 都应该振动起来视为共振!振动时效仪
振动时效
振动时效设备
振动时效系统
振动时效装置
时效高频振动仪
振动时效去应力
时效高频振动机器
震动时效技术
振动时效装置
去内应力
除应力机
焊接应力
铸造应力
铝合金应力
不锈钢应力
时效高频振动仪
时效去应力机
时效振动均衡残余应力
矛盾力振动时效
震动时效
时效去应力机
时效高频均衡应力
振动时效技术
高频振动消除内应力
晓航科技专业品质
不是所有的工件都适合振动时效
焊接振动时效
铸造振动时效
冷加工振动时
热加工振动时效
有色金属振动时效
防爆门振动时效
防爆电器振动时效
操作配置说明
⒈ 操作面板配置(见图一)
⑴ 液晶转速显示窗口。用于在线动态显示转速值,曲线,频率等参数。
(2) 打印机。用于打印A—f、A—t曲线及数据。
⑹ 打印键。用于将屏幕显示的内容通过打印机⑶打印出来。
⑺ 手动升速键。开机后按一下 慢升速,再按一下 升速,再按一下 快升速;想停止,按降速稳速;。
⑻ 手动降速键。按下慢降速,再按一下降速,再按一下快降速;按升速键,降速停止稳速;当开机后设备没有进入任何工作状态时,按降速键进入时间设定状态,2(时间窗口)闪烁,按降速键进入转速千位设定,1(转速窗口)中的千位闪烁,在按降速键进入转速百位设定,(转速窗口)中的百位闪烁。
⑼ 运行(停止)键。开机后首先按该键,整机将全自动进行振动时效扫描并处理的全过程。运行中按该键将在任何状态下都立即停止。
据多年现场经验和理论研究,对工件的支撑、激振器的装夹和传感器的放置有如下工艺要求:
1、 当工件外观近似于长条形时,则认为工件属于梁型件类,橡胶垫应在距端部2/9长度处,激振器卡在中间位置进行弯曲振型振动
2、当工件外观近似于长方形时,则认为工件属于板型件类。橡胶垫应在俩端距端部2/9长度处四点支撑,激振器装夹在中间位置,拾振器放在远离激振器的位置,振感的位置
3、当工件的长≈宽≈高时,则认为工件属于方型件类。橡胶垫可采用三点支撑方式,激振器放在平行于长方向的俩端中间位置,拾振器放在远离激振器的位置。如图3。
4、当工件为圆形时,橡胶垫在圆环底部采用三点成等腰三角形支撑,激振器装夹在任意两个橡胶垫中间,传感器放在另两个橡胶垫中间,远离激振器位置。
5、当工件为轴类件时或工件体积外观比较小时无法单个处理时,采用工作台处理,按梁型件类支撑,采用V形铁支撑,若轴的钢性较差,可采用悬挂方式处理。
HZ系列 振动时效
下一篇:/p/product/proDetail?itemid=6380243








所有评论仅代表网友意见,与本站立场无关。