






西安江兴不锈钢装饰有限公司拥有性设计和生产各种不同风格的旗杆、不锈钢宣传栏、广告牌、公告栏、自动门、旋转门、防盗门、阳光棚、不锈钢雨篷、门套、异型栏杆、扶手;橱窗、金属造型、整套不锈钢厨房设备等中不锈钢装饰工程。
激光切割与其他热切割方法相比较,总的特点是切割速度快、质量高。具体概括为如下几个方面。
⑴ 切割质量好
由于激光光斑小、能量密度高、切割速度快,因此激光切割能够获得较好的切割质量。
① 激光切割切口细窄,切缝两边平行并且与表面垂直,切割零件的尺寸精度可达±0.05。
② 切割表面光洁美观,表面粗糙度只有几十微米,甚至激光切割可以作为后一道工序,无需机械加工,零部件可直接使用。
③ 材料经过激光切割后,热影响区宽度很小,切缝附近材料的性能也几乎不受影响,并且工件变形小,切割精度高,切缝的几何形状好,切缝横截面形状呈现较为规则的长方形。激光切割、氧乙炔切割和等离子切割方法的比较见表1,切割材料为6.2厚的低碳钢板。
⑵ 切割效率高由于激光的传输特性,激光切割机上一般配有多台数控工作台,整个切割过程可以全部实现数控。操作时,只需改变数控程序,就可适用不同形状零件的切割,既可进行二维切割,又可实现三维切割。
⑶ 切割速度快
用功率为1200W的激光切割2厚的低碳钢板,切割速度可达600cm/min;切割5厚的聚丙烯树脂板,切割速度可达1200cm/min。材料在激光切割时不需要装夹固定,既可节省工装夹具,又节省了上、下料的时间。
⑷ 非接触式切割
激光切割时割炬与工件无接触,不存在工具的磨损。加工不同形状的零件,不需要更换“",只需改变激光器的输出参数。激光切割过程噪声低,振动小,无污染。
⑸ 切割材料的种类多
与氧乙炔切割和等离子切割比较,激光切割材料的种类多,包括金属、非金属、金属基和非金属基复合材料、皮革、木材及纤维等。但是对于不同的材料,由于自身的热物理性能及对激光的吸收率不同,表现出不同的激光切割适应性。采用CO2激光器,各种材料的激光切割性能见表2。
⑹ 缺点激光切割由于受激光器功率和设备体积的限制,激光切割只能切割中、小厚度的板材和管材,而且随着工件厚度的增加,切割速度明显下降。
激光切割设备费用高,一次性投资大。
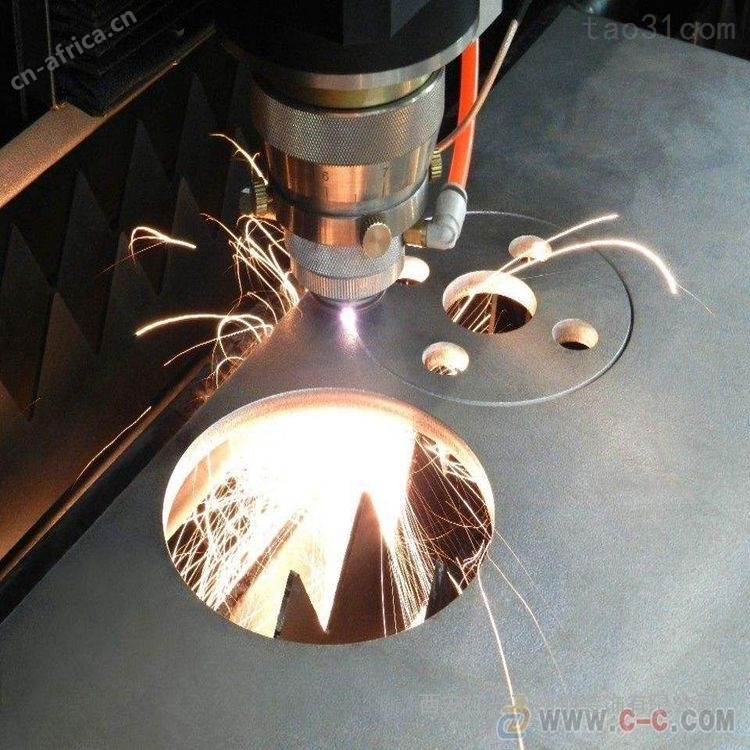
激光切割机是将从激光器发射出的激光,经光路系统,聚焦成高功率密度的激光束。激光束照射到工件表面,使工件达到熔点或沸点,同时与光束同轴的高压气体将熔化或气化金属吹走。
随着光束与工件相对位置的移动,终使材料形成切缝,从而达到切割的目的。
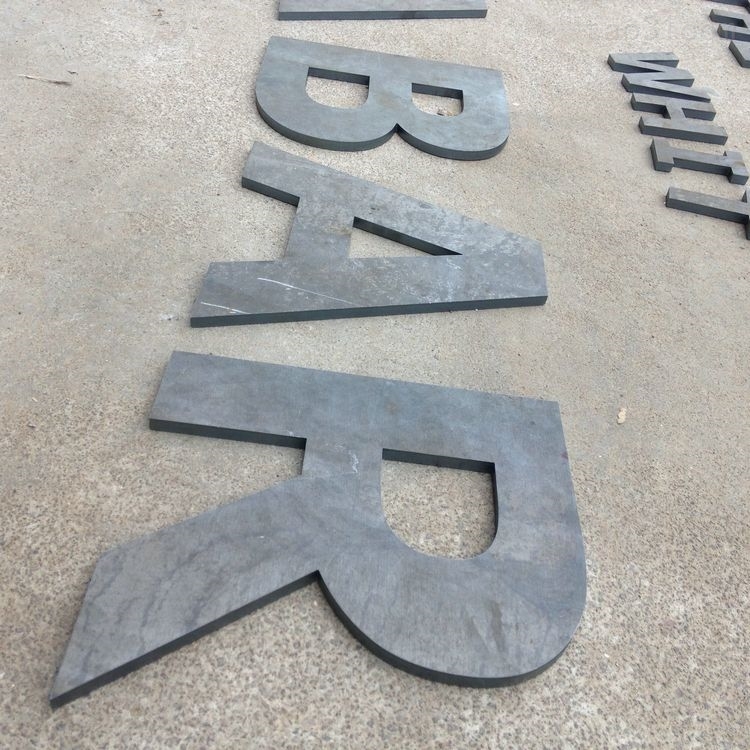
激光切割适合大件产品的加工:大件产品的模具制造费用很高,激光加工不需任何模具制造,而且激光加工避免材料冲剪时形成的塌边,可以大幅度地降低企业的生产成本提高产品的档次。
节省材料:激光加工采用电脑编程,可以把不同形状的产品进行材料的套裁,限度地提高材料的利用率,降低了企业材料成本。
非常适合新产品的开发:一旦产品图纸形成后,马上可以进行激光加工,你可以在短的时间内得到新产品的实物。
激光切割加工激光下能级的激发CO2分子100020能级是CO2激光器的激光下能级。这两能级上的粒子有以下四个来电子碰撞激发电子碰撞基态CO2分子使其跃到10°0和020能级有两种激发途径。直接激发—电子使基态CO2分子一次跃迁到100或020能级CO2(000) e→CO2(100或020) e根据量子力学中与基态无光学联系的能级电子碰撞激发概率较小的论点,电子对CO2分子100与020两能级直接激发概率很小,因为它们对基态是禁戒跃迁的2)逐级激发—电子先将CO2分子由基态激到010能级然后电子再与010能级上的分子碰撞,使它跃到100或020能级CO2(O00) e→CO2(01'0) e(1-10)O2(010) e→CO2(100或020) e由于100020能级与010能级间以及010能级与基态间都存在光学联系,根据电子碰童激发速率的规律,逐级激发的概率较前者要大,串能激发这是由高能级(包括010能级)上的粒子辐射跃迁或碰撞弛豫到10°0或02°0能级的激发,这种激发概率较小,分子碰撞激发两个处于010能级的CO2分子相互碰撞后,其中一个激发至100能级或020能级,另一个回到基态,即轴快流激光器的弛豫过程气体放电时激光器内气体的各个能级除有激发过程外,同时还有弛豫(消激发)过程。
西安江兴不锈钢装饰有限公司致力于更完善的设备。以精益求精的追求,热忱服务于新老客户。愿与海内外宾朋全面诚信合作,共赢发展。




所有评论仅代表网友意见,与本站立场无关。