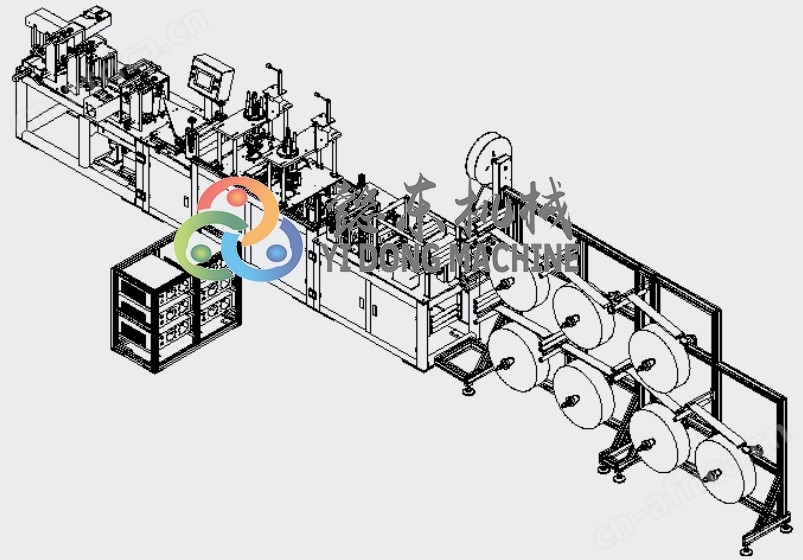

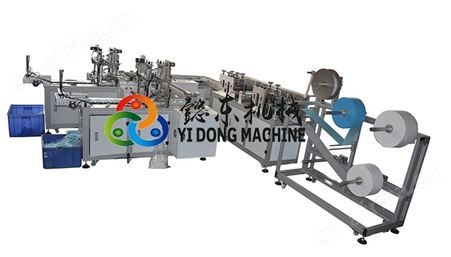
一、产品介绍:
1.产品特点
1)本机采用程式控制,可根据需要设定参数。
2)压痕可任意设计,只需更换花轮即可做出不同花样图案 ,使产品更加美观,具有立体感。
3)进口超声波技术,提升产品的缝合强度及改善其均匀度,保证产品质量。
4)从入料生产到成品输出实现整机自动化,降低人工成本,提高生产效率。
5)模具采用特殊硬化方式处理,经久耐用。
6)本机台适用于折迭口罩,是一台将松紧带以超声波熔合于口罩本体外侧,进而完成耳带式口罩成品的*自动化机器。
2.技术参数
a)型号:N101
b)功率:10KW
c)生产速度(pcs/min):40-50
d)电压:220V AC
e)气压(kgf/c㎡):5~7
f)外形尺寸(mm):L9000*W3200*H2000(带放料架与收料架尺寸)
g)重量:3600KG

二、控制面板操作说明:
1.控制面板按钮参数:
1)电源开关:控制电源的接通及断开。
2)电源指示:主机总电源接通灯亮,断开灯暗。
3)启动:准备工作做好后,调到自动模式,按下此按钮开始工作。
4)停止:机器运转时按下此按钮将停止工作。
2.触摸屏界面参数说明
1)工作画面界面参数:
① 生产效率:每分钟生产口罩的数量。
② 当前产量:当前生产口罩的数量。
③ 总计产量:累计生产口罩的总量。
④ 当前清零:将当前产量数清零。
⑤ 手动画面:进入手动画面界面,可以手动操作各工位。
⑥ 参数画面:进入参数画面界面,可以设定各种相关参数。
⑦ 手动/自动模式:进行手动模式和自动模式切换。
⑧ 运行/停机指示灯:设备运行工作时,显示“运行";设备处于停机状态时,显示“停机"。
⑨ 原点指示灯:设备各工位处于复位状态时,灯亮,反之则暗。
⑩ 手动/自动指示灯:设备处于手动模式下,显示“手动";处于自动模式下,显示“自动"。

1)手动画面参数:
① 焊条复位:焊鼻梁条组所有动作复位。
② 焊带复位:各焊耳带组所有动作复位。
③ 送料复位:各送料组所有动作复位。
④ 设备复位:整台设备的各个工位复位,每次工作开始前必须将设备复位。
⑤ 后焊焊头:控制焊齿纹组气缸工作。
⑥ 后焊超声:测试焊齿纹组超声波工作是否正常。
⑦ 功能选择:进入功能选择画面界面,可选择开启或关闭部分功能。
⑧ 手动送料:按压后主机移动一个工位。
⑨ 焊条工位:进入焊鼻梁条组操作界面,可分别控制焊鼻梁条组的各动作。
⑩ 焊带一:进入焊耳带组一操作界面,可分别控制焊耳带组一的各动作。
⑪ 焊带二:进入焊耳带组二操作界面,可分别控制焊耳带组二的各动作。
⑫ 工作画面:返回到工作画面界面(主界面)。
2)功能选择参数:
① 印刷开启/关闭:印刷开启,在自动模式下,印刷组工作;印刷关闭,在自动模式下,印刷组不工作。
② 焊条开启/关闭:焊条开启,在自动模式下,焊鼻梁条组工作;焊条关闭,在自动模式下,焊鼻梁条组不工作。
③ 料检开启/关闭:料检开启,在自动模式下,检查耳朵带焊接部分耳带储料是否正常;料检关闭,在自动模式下,关闭检测功能。
④ 焊带开启/关闭:焊带开启,在自动模式下,焊耳带组一和焊耳带组二都工作;焊带关闭,在自动模式下,焊耳带组一和焊耳带组二都不工作。
⑤ 焊接开启/关闭:焊接开启,在自动模式下,焊齿纹组工作;焊接关闭,在自动模式下,焊齿纹组不工作。
⑥ 返回上页:返回到手动画面界面。

3)焊条工位操作参数:
① 送条气缸:控制送鼻梁条的气缸工作。
② 切条气缸:控制切鼻梁条的气缸工作。
③ 压条气缸:控制压鼻梁条的气缸工作。
④ 夹条气缸:控制夹鼻梁条的气缸工作。
⑤ 焊条超声:控制焊鼻梁条的超声波工作。
⑥ 1#升降缸:控制焊鼻梁调组的升降气缸1上升或下降。
⑦ 2#升降缸:控制焊鼻梁调组的升降气缸2上升或下降。
⑧ 1#夹料缸:夹持或松开鼻梁条1。
⑨ 2#夹料缸:夹持或松开鼻梁条2。
⑩ 1#焊接缸:控制焊接鼻梁条1的气缸组件工作。
⑪ 2#焊接缸:控制焊接鼻梁条2的气缸组件工作。
⑫ 左旋控制:控制焊鼻梁条组往左旋方向转动。
⑬ 右旋控制:控制焊鼻梁条组往右旋方向转动。
⑭ 单次启动:完整进行一次焊鼻梁条工作。
⑮ 返回上页:返回到手动画面界面。
4)焊带一操作参数:
① 单次启动:完整进行一次焊耳带一工作。
② 焊带气缸:控制焊接耳带一的气缸工作,将耳带一送到焊接模具处。
③ 焊带超声:控制焊耳带组一的超声波工作,对耳带一进行焊接。
④ 剪刀进退:控制剪刀进退。
⑤ 剪刀控制:剪刀闭合剪耳带一及松开。
⑥ 闭夹气缸:夹紧耳带一。
⑦ 开夹气缸:松开耳带一。
⑧ 复位控制:使焊耳带组一所有动作复位。
⑨ 旋转控制:控制焊耳带组一旋转。
⑩ 总计清零:把主画面上的总计产量清零。
⑪ 位置修正:通过修改数值来调整旋转部件的复位位置,便于正确焊接。
⑫ 返回上页:返回到手动画面界面。
5)焊带二操作参数:
① 单次启动:完整进行一次焊耳带二工作。
② 焊带气缸:控制焊接耳带二的气缸工作,将耳带二送到焊接模具处。
③ 焊带超声:控制焊耳带组二的超声波工作,对耳带二进行焊接。
④ 剪刀进退:控制剪刀进退。
⑤ 剪刀控制:控制剪刀闭合剪耳带二及松开。
⑥ 闭夹气缸:夹紧耳带二。
⑦ 开夹气缸:松开耳带二。
⑧ 复位控制:使焊耳带组二所有动作复位。
⑨ 旋转控制:控制焊耳带组二旋转。
⑩ 位置修正:通过修改数值来调整耳带二的位置,便于正确焊接。
⑪ 返回上页:返回到手动画面界面。

6)设置数据参数:
① 主机速度:通过修改数值来调整主电机转动的速度。
② 闭夹时间:通过修改数值来调整耳带焊接部件闭夹时间。
③ 焊条旋转:通过修改数值来调整焊鼻梁条组旋转的速度。
④ 焊条位置:通过修改数值来调整鼻梁条的位置。
⑤ 焊带旋转:通过修改数值来调整焊耳带组旋转的速度。
⑥ 印刷匹配:通过修改数值来调整印刷的速度。
⑦ 剪2时间剪1时间:通过修改数值来调整剪耳带1所用时间。
⑧ :通过修改数值来调整剪耳带2所用时间。
⑨ 模具齿数:根据不同的焊接轮上面的齿轮数量来设置。
⑩ 焊接数据:进入到焊接数据界面。
⑪ 工作画面:返回手动画面界面。
7)焊接数据参数:
① 焊条延时:通过修改数值来调整焊接鼻梁条工作的延迟时间。
② 焊条时间:通过修改数值来调整焊接鼻梁条工作过程所用时间。
③ 焊带1时间:通过修改数值来调整焊接耳带1过程所用时间。
④ 焊带1固化:通过修改数值来调整焊接耳带1固化过程所用时间。
⑤ 焊带2时间:通过修改数值来调整焊接耳带2过程所用时间。
⑥ 焊带2固化:通过修改数值来调整焊接耳带2固化过程所用时间。
⑦ 后焊时间:通过修改数值来调整焊接齿纹过程所用时间。
⑧ 后焊固化:通过修改数值来调整焊接齿纹固化过程所用时间。
⑨ 后焊延时:通过修改数值来调整焊接齿纹工作的延迟时间。
⑩ 返回上页:返回到参数画面界面。
⑪ 返回主页:返回到手动画面界面(主界面)。


所有评论仅代表网友意见,与本站立场无关。