2026年01月07日 08:19:56 来源:芜湖舜富金属表面涂装科技有限公司 >> 进入该公司展台 阅读量:8
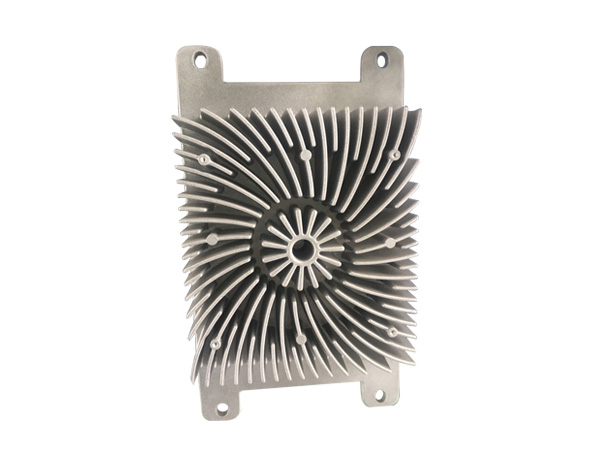
金属表面附着力促进剂属于高分子型附着力增进剂,适用于金属底材增进油漆在其表面的附着力,尤其对非铁金属,如:铝合金、锌合金、不锈钢、水镀电镀面等具有良好的漆膜附着力提升作用。对于金属底材的喷漆涂装来说,解决了油漆能否牢固附着于底材的关键问题。
金属底材由于与空气接触之后会生成一层氧化膜,表面自由能相对降低,再加上例如不锈钢等金属材质表面较为光滑等,影响油漆在底材上的附着力。例如常规UV涂料对金属很难获得较理想的附着力,这可能因为金属底材为致密表面,有机涂料无法渗透吸收,有效接触界面较低,无法形成渗透锚固结构。另一个原因可能与大部分酯化树脂和单体较高的固化收缩率有关系,固化收缩产生的内应力很大程度上反作用于漆膜涂层对金属基材的黏附力。






涂层附着力差
(1)前处理水洗不造成工件上残留脱脂剂、磷化渣或者水洗槽被碱液污染而引起的附着力差。解决方法是加强水洗,调整好脱脂工艺参数以及防脂液进入磷化后的水洗槽。
(2)磷化膜发黄、发花或者局部无磷化膜而引起的附着力差。解决方法是调整好磷化槽液浓度和比例,提高磷化温度。
(3)工件边角水分烘干不净而引起的附着力差。解决方法是提高烘干温度
(4)固化温度不够而引起的涂层大面积附着力差。解决方法是提高固化温度
(5)深井水含油量、含盐量过大而引起的附着力差。解决方法是增加进水过滤器,使用纯水做为2道清洗水。


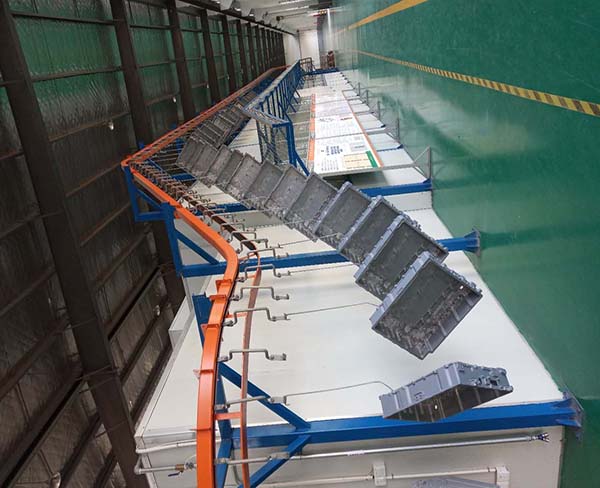
可实现一次性涂装
粉末涂料一次涂装就能得到50~300μm厚的涂膜,并且不易产生油漆厚涂时的滴垂或积滞,不发生溶剂,不造成厚膜涂装的缺陷,而且边角覆盖率也很高。而油漆一般一次涂装的膜厚在5~20μm,如果要得到厚涂膜或中要求的涂膜,必须经过多次涂装方可实现。
调色换色困难,周期较长
由于粉末涂料调色不可能像油漆那样可以用原色料现场调配,粉末涂料的颜色在出厂时已经确定,如果要改变粉末涂料的颜色,就需要改变粉末涂料的配方,所以很难在短时间内完成调色工作。粉末涂料的换色也比较麻烦,由于粉末静电涂装,如果作业过程中间换色,就必须将喷、供粉器、喷粉室、输粉管、回收系统等全部清理干净,否则将严重影响涂膜表面质量。特别是深色与浅色的变换更为复杂,故不易在短时间内变换多种色调。
不易实现涂层薄膜化
由静电喷塑的工艺原理所致,粉末涂料的膜厚一般均在50μm以上,即使粉末涂料精良,施工条件良好,的膜厚也在40μm左右,要实现40μm以下的涂膜目前是十分困难的。 涂膜的外观平整度略差
由于粉末涂料是借助于加热熔融而流平在被涂物上的,所以其熔融粘度高,易呈轻微桔皮状,涂膜平整度不如油漆,故目前对轿车的外装饰,均采用电泳涂装工艺。
具有一定的局限性
喷塑工艺的局限性主要表现在三个方面,首先由于粉末涂料固化温度一般均在160℃以上,这就限制了在一些不耐热的产品上的应用(如塑料);其次由于喷塑工艺绝大多数都是采用静电喷塑,因此被涂物必须能导电,这就要求被涂物须是金属件,如果是非金属件则表面必须经过导电处理,并且能耐160℃以上的温度;一点,在实际工作中,基于经济性考虑,喷粉室、烘干室以及前处理槽不可能做的很大,因此大型工件均不能采用喷塑工艺,如列车车厢、桥梁、吊车等。